With the rapid development of modern manufacturing industry, the standard control interface developed by CNC system manufacturers can not meet the process and individual needs of application manufacturers (machine tool manufacturers, special CNC equipment manufacturers), so the mainstream CNC system manufacturers To meet the needs of the market, we have provided a variety of solutions to meet the secondary development requirements of system application providers. According to the metal processing online reporter, the Win_CC software can be embedded in the PCU of the Siemens 840D series (including 840D, 840Di, 840D-sl) for system application developers to develop personalized interfaces using Windows compatible software.
FANUC offers three main solutions:
(1) Using OpenCNC (Open System) to develop Windows-compatible software. The machine tool factory is embedded in the FANUC system. The FANUC Panel i interface serves as a bridge between the Micro Windows system and the FANUC system, providing convenience for system developers. Technical channel.
(2) The FANUCi (including the FANUC 0i D produced in China) series also provides Picture software, which allows system programmers to embed graphics generated by common AutoCAD into system application screens through a relatively simple design (basically without language programming). in.
(3) Through the user macro program executor function introduced in this paper, the secondary development of the application interface is realized. The secondary development of the FANUC user macro program executor software is similar to the assembly method. The program development workload is large, but the program can be embedded in the bottom layer of the system after assembly, and the running speed is fast.
1. Internationally successful system application
The highly successful system application companies in the world, such as Germany's DMG, inlay the machine tool factory's own interface in the 840D, 810D, FANUC 31i / 32i and other systems, more suitable for the operation of the machine, tool compensation, workpiece measurement, programming Processing management with data exchange with the host computer (see Figure 1). Another example is that the CNC system used by MAZAK is mostly CNC system of Mitsubishi of Japan, but the operation interface, programming and tool management, and even the maintenance diagnosis screen are completely developed by ourselves. Machine tool factories including Mori SEIKI (see Figure 2), Makino (MAKINO), and Amada (AMADA) all use the dedicated interface of the general system (FANUC, Mitsubishi).

2. Secondary development of FANUC user macro program executive software
The technical process of the “Special Interface for Oil Pipe Thread Processingâ€, which was developed twice by our company for the transformation of CNC wire machine of Tianjin Pipe Company, is as follows.
As a very large state-owned enterprise, Tianjin Pipe Company adopts international synchronization technology. Most of its equipment and process technology are imported from the United States, Germany, Belgium, Italy and other countries. Since 2001, Beijing Shenglantuo CNC Technology Co., Ltd. has been involved in the technical transformation of the pipe coupling production line and the steel pipe wire production line of the Tianjin Pipe Company's pipe processing branch. The original equipment manufacturers of these two lines are the US PMC company (now It was acquired by PMC col inet, Belgium, and the CNC system uses FANUC 11T. Since the system is a product in the mid-1980s, the analog servo is used, the system failure rate is high, the spare parts supply is basically interrupted, and the maintenance cost is high. In addition, the servo positioning accuracy is poor, and the product quality is unstable, which determines the system upgrade.
After evaluating the current status of the equipment and the product process, the system was upgraded in 2001 using the FANUC 0i-TA CNC system, which has the alpha series digital servo and user macro program actuator functions. By 2006, the FANUC0i-TC numerical control system was adopted gradually. A further improvement has been made.
(1) User macro program executor
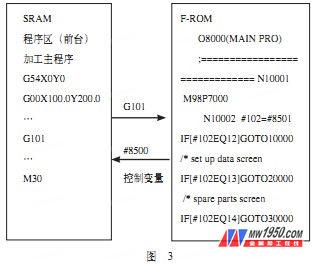
The so-called user macro program actuator refers to the system application vendor (machine tool manufacturer or machine tool modification party) to compile third-party application software (that is, not the software carried by the FANUC system, nor the processing program edited by the end user), and this part of the application The software is suitable for the operation interface of the special machine tool. The operator does not need G code programming, nor does it need to modify the program and modify the tool compensation. Only the necessary parameters can be input through the dialogue to complete the machining. If the operator inputs the process parameters such as the diameter of the steel pipe, the thread pitch, the taper of the thread, the tight distance, etc., the product processing can be completed, and the process parameters can be adjusted at any time by the product inspection, and the processing size data can be corrected. This is the case for oil casing coupling processing. The system structure is shown in Figure 3. The block diagram is shown in Figures 4-7.
In this way, the operator only needs to input the corresponding process parameters according to the Chinese menu prompt, and the numerical control system processes the data through the user macro program actuator and adjusts the path of the cutter.
For operators who have not learned G code programming, this type of oil pipe coupling machine will also be handy and controllable.

(2) User macro program working process
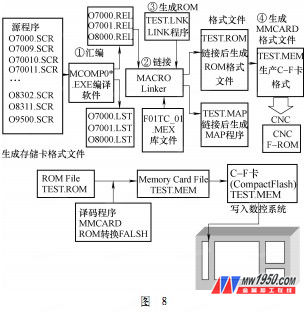
CNC system application developers can use the FANUC macro to develop their own applications. The source code developed by the application itself is compiled to form a P-CODE file and written to the F-RO M memory (system memory area). And through the bus directly exchange data with the foreground main program (processing program in SRAM). With this function, its running speed and interpolation time are faster than ordinary macro programs. In addition, the macro program executor can implement functions that ordinary G code programs and PMC programs cannot perform, as shown in FIG.
3. Conclusion
Finally, it should be emphasized that the user macro program actuator function is especially suitable for the technical transformation and new product development of special CNC machine tools. The petroleum steel pipe wire machine and the pipe coupling wire machine are one of our successful cases. Flexible secondary development can expand the depth of use of the universal CNC system, provide more technical added value to the user equipment, and also improve the independent innovation capability of the technological transformation enterprise.
Commonly, Hard ferrite is a type of ceramic Fe2O3,BaCO3 or SrCo3 compund material.The density of ferrite magnets about 5g/cm3, and they are divided to hard ferrite and soft ferrite.
They are both electrically nonconductive and ferrimagnetic.Of course,they also can as Construction Magnet. Hard ferrites have higher coercivity and higher remanence after magnetization. Ceramic magnets are cheap and widely used in household appliance such as refrigerator horseshoeshaped magnet, letric motors, teleconmmunication loud speaker,magnetic recording.etc.
Soft Ferrite Magnet is a sort of Fe2O4,Zinc or Nickel compund material.They have a low coercivity thus called soft ferrites. Because of their comparatively low losses at high frequencies.
They are extensively used in the cores of RF tranformers and inductor in applications of AM redios.





Ferrite Magnet
Ferrite Magnet,Ceramic Ferrite Magnet,Ferrite Permanent Magnet,Ferrite Ring Magnet,Construction Magnet
NINGBO SHINE MAGENETIC TECHNOLOGY CO.,LTD , http://www.shinemagnets.com