Fastener products include bolts, screws, studs or nuts, washers, etc., some of which are blackened, which can meet the requirements of fasteners and rust prevention, low cost and high production efficiency; It is good to reduce the quenching stress, so that the fastener is not easy to break under the stress condition.
Blackening principle: The fastener to be blacked is placed in a solution tank (145±5°C) of sodium hydroxide (NaOH) and sodium nitrite (NaNO2) oxidant to heat and oxidize to make the surface of the metal fastener A magnetic thin film of Fe3O4 (Fe3O4) is formed, and the thickness is generally 0.6 to 0.8 μm, which is black or blue-black.
The purpose of blackening
1 anti-rust effect on the surface of the fastener;
2 increase the appearance and gloss of the surface of the fastener;
3 reduce the stress effect of the quenching process.Blackening process loading→Boiling alkali aqueous solution to oil→Water cleaning→Hydrochloric acid solution rust removal→Water cleaning→Boiling water heating→Oxidation→Water cleaning→Saponification→Water cleaning→Self-drying→Immersion hot oil→Oil control→Inspection→Warehousing .
Blackening process operation points:
1, the rackIn order to ensure uniform surface quality of the black fasteners to be sent, the fasteners should be in point or line contact.
2, boiling alkali water to oilFirst add water to the alkali solution tank, then add 15g / L water-soluble sodium hydroxide (NaOH) to the boiling point, put the fastener into the tank, wash for 5-10min, increase the time as appropriate on the non-smooth surface.
3, water cleaningWash with boiling water and rinse off the residual lye on the surface of the fastener with cold water.
4, hydrochloric acid solution to rustAfter adding fresh water to the acid tank, slowly pour hydrochloric acid into clean water at a concentration of 14%-18% (tested by Baume concentration meter), temperature ≤30 °C, put the pickling fastener into the tank, pickling time For 3-5 min, the non-machined surface increases the cleaning time as appropriate.
5, water cleaningRinse with cold water and rinse off the residual acid on the surface of the fastener.
6, boiling water heatingThe flushed fasteners are placed in boiling water, heated to above 90 ° C, and placed in an oxidation bath.
7, oxidation1 Distribution ratio in the oxidation tank: 600 g of sodium hydroxide (NaOH), 60 g of sodium nitrite (NaNO2), and 20-40 g of trisodium phosphate (Na3PO4) containing crystal water are added per liter of water.
2 Preparation method: firstly put 2/8 volume of water in the oxidation tank, and then add slowly sodium hydroxide (NaOH) slowly. When the solution reaches about 100 °C, add trisodium phosphate (Na3PO4). Oxidizing solution.
3 oxidation temperature time: the boiling water heated fasteners are placed in the oxidation temperature (145 ± 5 ° C) oxidizing solution (tested with 0-200 ° C glass thermometer, with boiling water calibration), oxidation time 30-50min.
8, water cleaningRinse the residual oxidizing solution on the surface of the fastener with water and wait for saponification.
9, saponification1 Saponify the rinsed fasteners into a saponification tank to form a layer of iron stearate film on the surface of the fastener. Use 10 pieces of household soap, melt into 100L of water, adjust the concentration and capacity according to the ratio, and make the saponification liquid.
2 Heating temperature and saponification time: saponification liquid temperature 80-90 ° C (measured with a glass thermometer), saponification time 2-3 min. A bar of soap is added to the saponification solution daily according to the size of the saponified fastener, and an appropriate amount of water is added to maintain the solution concentration.
10, water cleaningRinse the fastener surface soap with water and boil water.
11, self-dryUse your own heat to dry away from the water.
12, dip hot oilFasteners from dry and no water droplets were immersed in oil for L-AN15 full loss system at 80 ° C (measured with a glass thermometer) for 1-3 min.
13, oil controlAfter the oil-impregnated fastener leaves the oil tank, the surface of the fastener and the surrounding oil are controlled to be cleaned.
14, inspection1 Appearance inspection: Place the fastener under the fluorescent light source, 300mm away from the naked eye, observe the surface. If the color is uniform, no obvious spots and rust are present, the color is black or blue-black.
2 oxide film loosening measurement: on the fastener after degreasing, drop a few drops of 3% copper sulfate solution, and the copper color is not qualified within 30s.
15, storageAccording to the quality inspection requirements, the inspection will be carried out after the inspection, otherwise it will be reworked according to the original process.
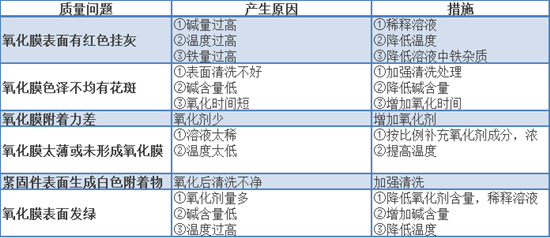
The handling of common quality issues is shown in the table below.
Blower Motor,Traction Motor,Arduino Motor Shield,Linear Induction Motor
Zhejiang Huzhou SCVE Machine & Motor Co., Ltd. , https://www.scve-motor.com